Graduate student research projects over time ... things of beauty!
Additive Manufacturing
Syed Saqib
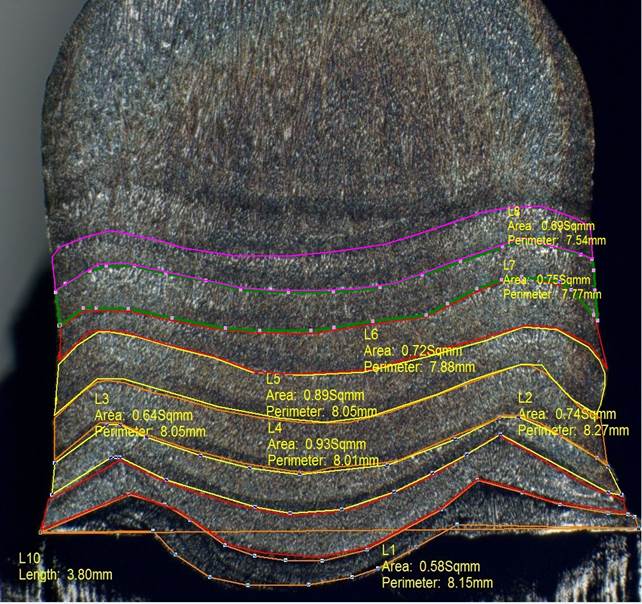
Laser cladding is one of the material AM processes used to produce a metallurgically well-bonded deposition layer and now it has been integrated into the industrial manufacturing lines to create a quality surface. To obtain a desired-quality resulting part, a deep understanding of the process mechanisms is required since laser cladding is a multiple-parameter-dependent process. Developing a bead shape to process parameter model is challenging due to the non-linear and dynamic nature of the LC environment. This, combined with the heat inputs and transient conditions, introduces unique predictive modeling challenges for both single bead and overlapping bead configurations.
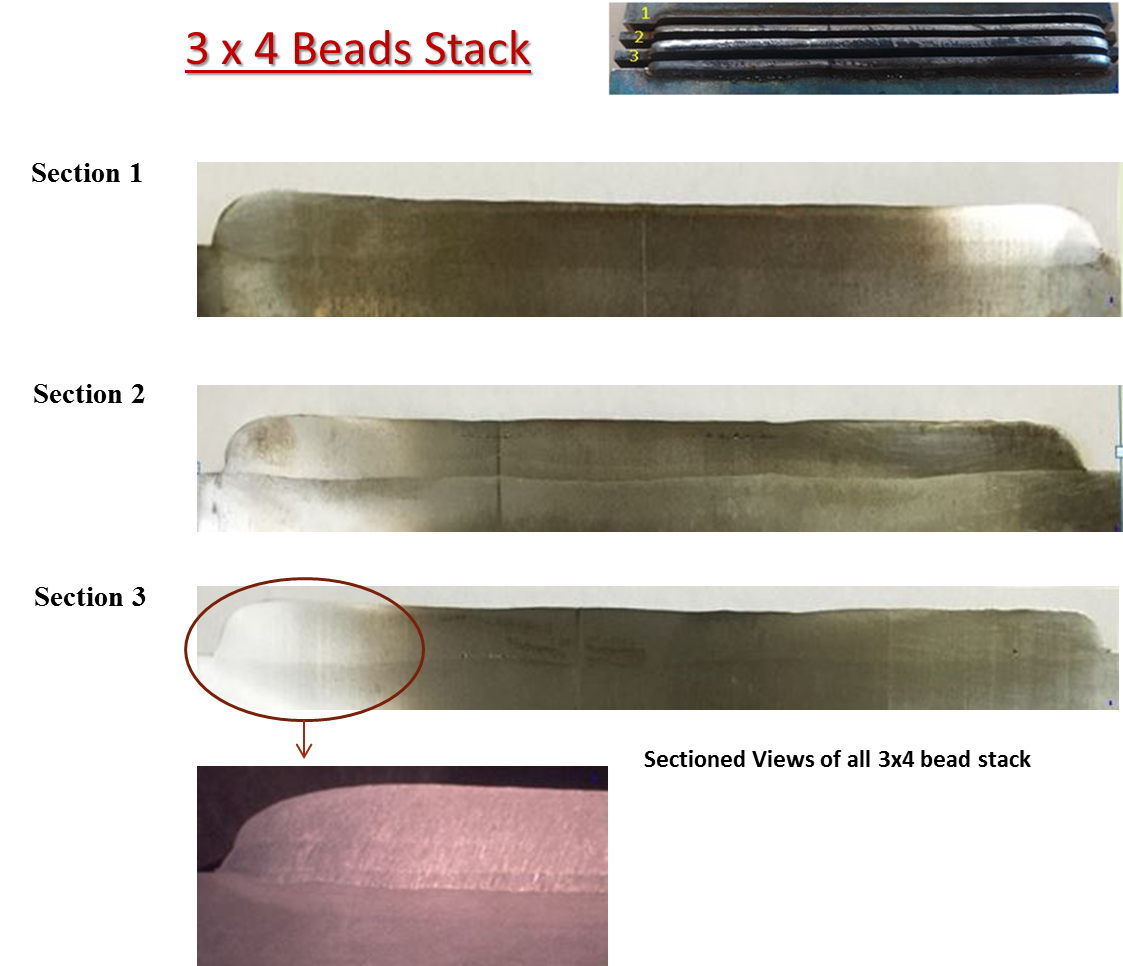
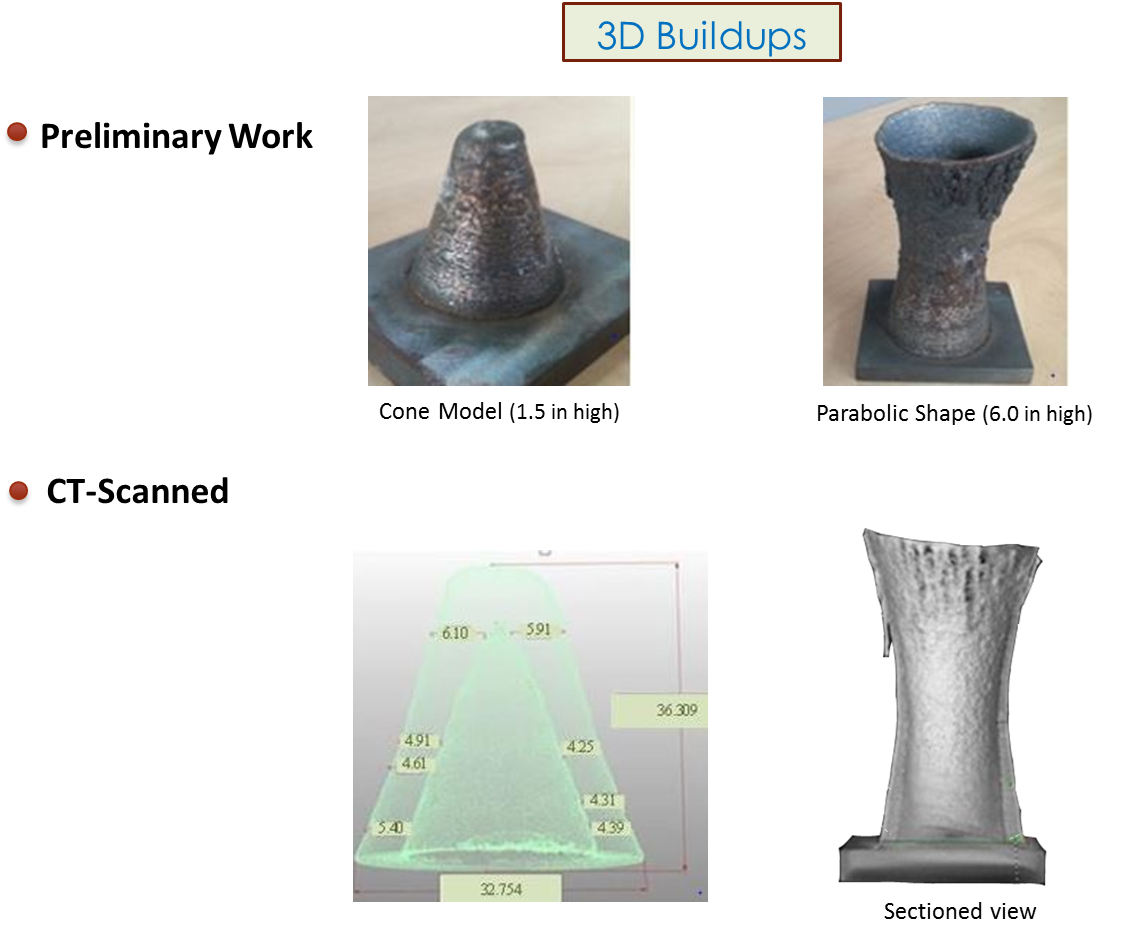
Here are some stacked beads, overlapping & stacked, and 3D parts: all illustrating the challenges to be dealt with.
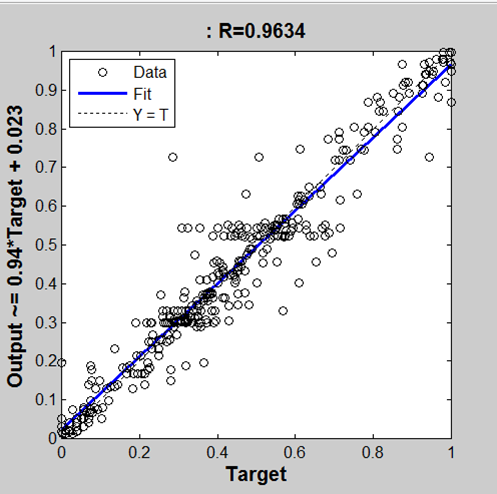
Dave Impens
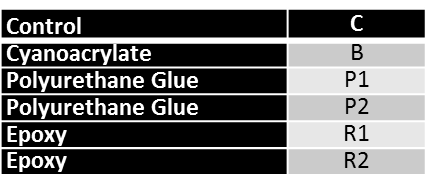
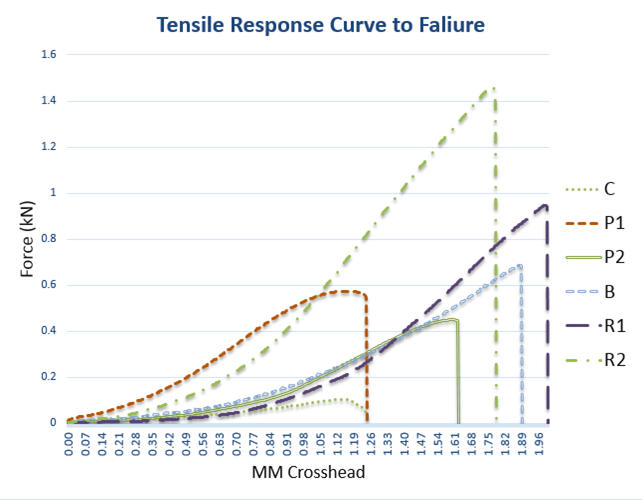
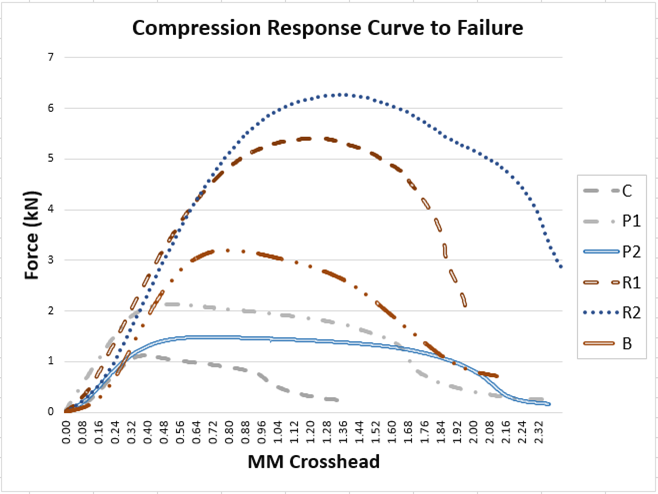
The 3D printing process uses a powder-binder solution to fabricate parts. They are brittle, so they need some post processing with an infiltrate to strenghten them. The goal of this research is to develop a better understanding of different factors influencing mechanical properties of 3D printed parts. We want to design and fabricate components which are tailor-made for the application. An offshoot of this research is to standardize the specimen geometries, and methodologies for testing.
Test specimens: flexural, compressive, and tensile testing (3 replicates)

Kush Aggarwal
Laser cladding is an additive manufacturing technique involving deposition of powdered clad metal in successive 2D layers onto a substrate thereby creating surface coatings with enhanced material properties. Process and shape parameters contribute in defining the geometry of the clad bead; however, due to the highly coupled nature of the process, it is difficult to determine the relationship between parameters.
Single bead
60% overlap
This research predicts such parameters through development of a cognitive artificial intelligence system using artificial neural networks. A robust experimentation design process, applying the response surface methodology technique, is adopted to collect the bead geometry data for various process configurations.
Victoria Townsend
Modular Sand Casting Pattern Case Study- comprehensive value assessment for hybrid AM & maching approaches considering: function, shape, cost, fabrication, and available skills.
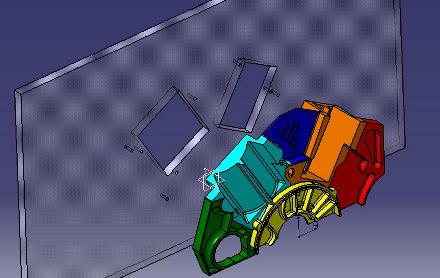
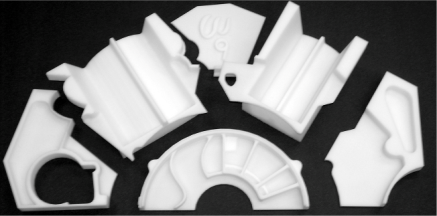
Drag Pattern - sliced into modules considering fabrication, assembly, and replacement issues, and modules built using the FDM process.
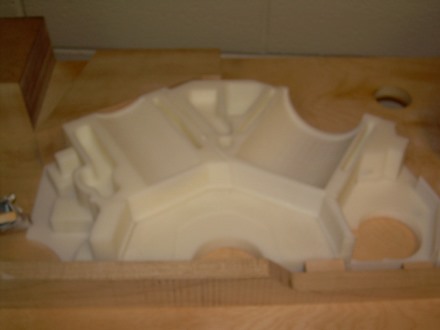
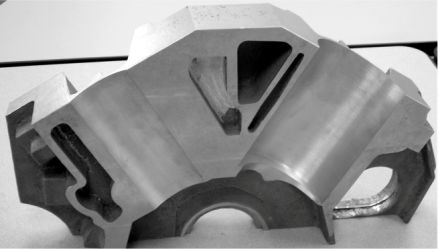
The partially assembled cope side of the pattern, and the final aluminum sand casting - a V engine block slice.
Luis Villalpando
Let's Balance Material Usage with Strength; Additive Manufacturing materials are expensive, so it woudl be good to be able to balance material usage with strength.
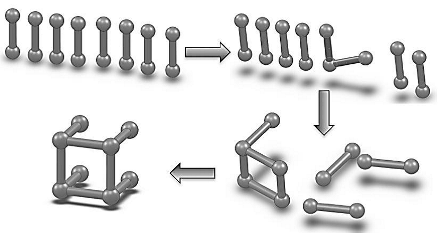
Let us start with some parametric elements and assemble them together in a controlled manner.
The interior fill can be a grid, a hexagonal or pyramidal...
And we can fill the interior with the structure we wish... and then change the parameters if necessary.
Robotic Path Planning Design and Analysis Tool Development
You want to be able to reach the points you need! Can you? If you can't, what next? One of our research interests focuses on answering these questions.
Luv Aggarwal
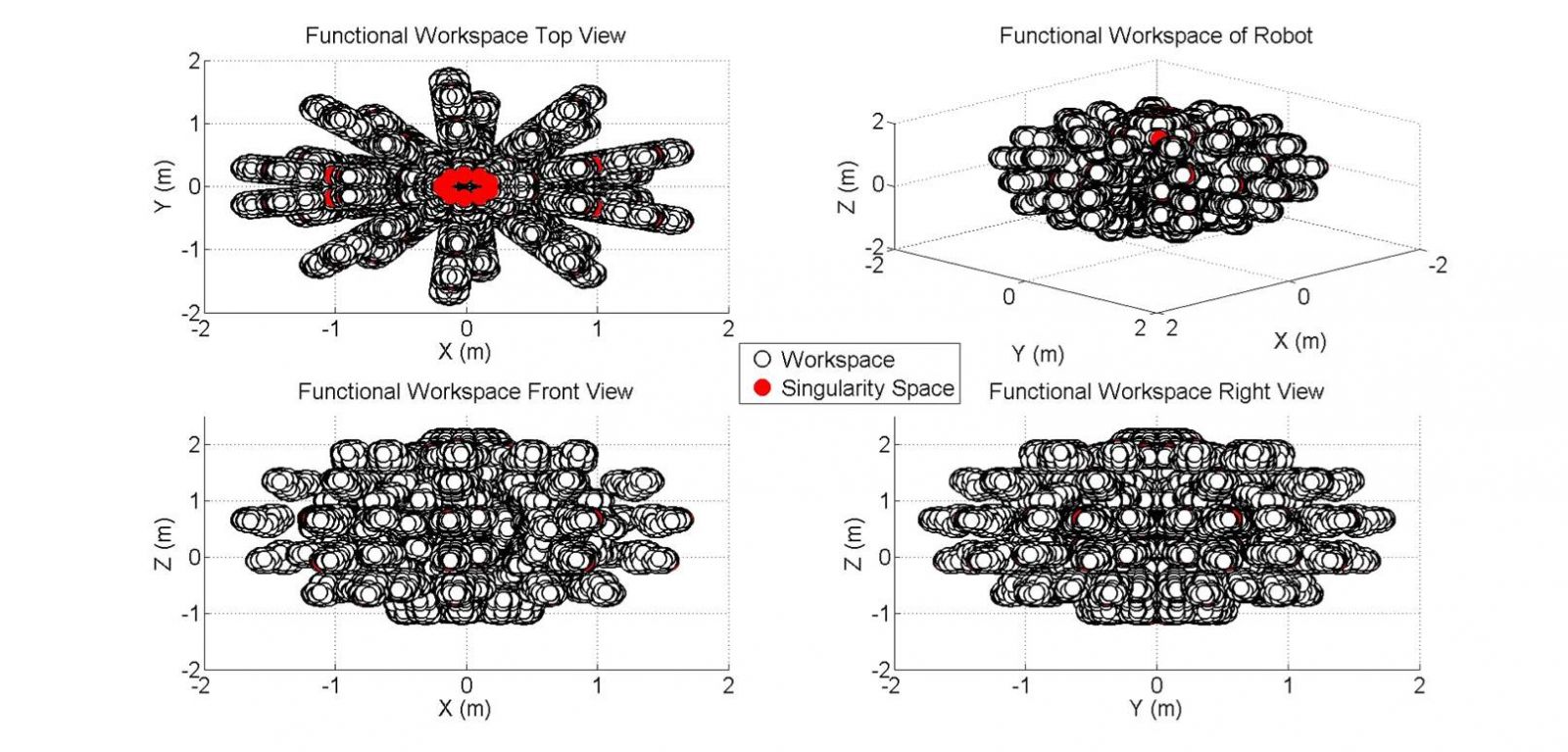
Reconfigurable Validation Model for Identifying Kinematic Singularities and Reach Conditions for Articulated Robots and Machine Tools
The model in this research is reconfigurable and allows for modelling and validation of different industrial robots. Unique 3D visual models for a manipulator workspace and kinematic singularities are developed to gain an understanding into the task space and reach conditions of the manipulator’s end-effector. The developed algorithm also presents a non-conventional and computationally inexpensive solution to the inverse kinematics problem through the use Artificial Neural Networks. For example:
- Kinematic singularity condition for the FANUC M16iB/20 robot is only observed at the manipulator wrist
- Singularity Condition : θ_5=0
Arun Gudla
Used various methods (from first principles geometrically & using forward kinematics) to assess reachability for various 6R robots, and display the results such that designers can see if there is a problem.
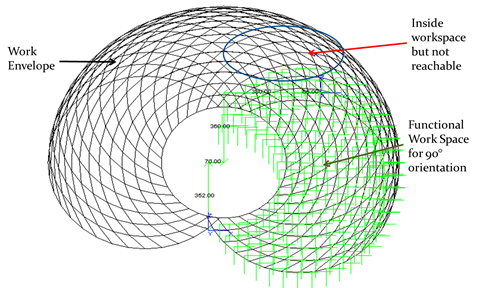
The black area indicates the work envelope, but with the end effector of the robot pointing down to the ground, you can only reach the points in the 'green' region.